


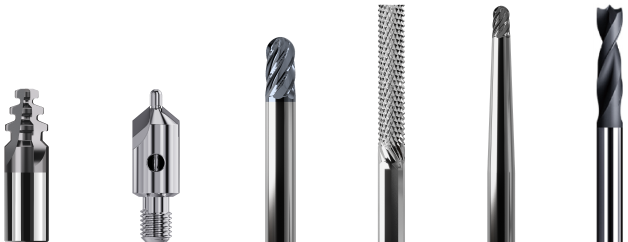

















GH-2306加工案例

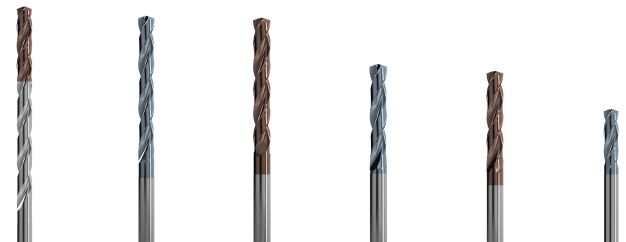
PCD镗刀加工案例
渔具纺车轮线杯轴承孔加工案例


渔具纺车轮线杯轴承孔加工案例
工艺: D3.7mm合金钻开粗→粗镗0.1mm单边,再精镗0.05mm单边;
机床: 数控车
转速: 5000 r/min
进给量:0.04mm/r
寿命: 10000pcs
零件技术要求
产品材质ADC12
孔壁光洁度≤Ra0.4
同轴度0.008
孔径公差:D4.0 +0.012/0
孔深14mm
内孔反倒角C0.5也要一起加工
加工难点:
1.要反钩孔口倒角余量大;
2.刃径比达到5倍径易断刀;
3.镗刀粗镗进刀方式,易振刀;
机床: 数控车
转速: 5000 r/min
进给量:0.04mm/r
寿命: 10000pcs
零件技术要求
产品材质ADC12
孔壁光洁度≤Ra0.4
同轴度0.008
孔径公差:D4.0 +0.012/0
孔深14mm
内孔反倒角C0.5也要一起加工
加工难点:
1.要反钩孔口倒角余量大;
2.刃径比达到5倍径易断刀;
3.镗刀粗镗进刀方式,易振刀;
